Explore our premium suite of automated surgical consumables, device packaging, and formulation systems engineered to strict international regulatory standards.







An in-depth analysis of supply chain evolution, Industry 4.0 automation, and strategic risk management in medical equipment procurement.
The global healthcare system is experiencing unprecedented structural shifts. Driven by aging demographics, strict clinical compliance, and the constant threat of supply chain disruptions, procurement directors at international hospitals, clinical systems, and medical device brands are rethinking their sourcing architectures. Today, the focus has shifted from finding the absolute lowest base price to securing high-integrity partners capable of ensuring continuous quality, automated precision, and reliable lead times.
Modern surgical equipment and consumable manufacturing rely heavily on specialized production machines. Systems like sterile IV fluid pouch production lines, automatic capsule fillers, and high-speed medical packaging machinery form the backbone of downstream medical provision. Without reliable, calibrated, and compliant machinery at the factory level, supplying consistent medical-grade devices to hospitals becomes impossible.

The perception of Chinese medical device manufacturing has fundamentally changed. Driven by massive capital reinvestment and national upgrades toward "Industry 4.0," China's medical equipment factories are now global leaders in smart production, high-capacity automation, and digital quality control.
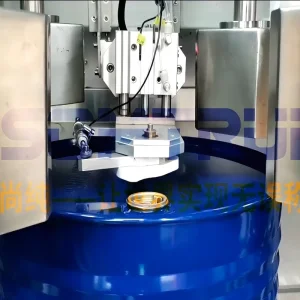
By integrating industrial IoT platforms, real-time QA monitoring, and precision mechanical engineering, these factories produce highly specialized equipment—such as 200L visual automatic weighing filling machines and automated medical packaging systems—that match or exceed Western performance baselines at highly optimized costs.
This transformation is especially visible in localized clusters like Suzhou and the broader Yangtze River Delta. Here, a complete manufacturing ecosystem operates: raw materials, electronics, high-precision machining, clinical certification labs, and deepwater logistics ports are all located within a 100-kilometer radius. This proximity provides unparalleled resistance to global economic disruptions.
Operating directly with multiple factories across China poses challenges related to language, verification, legal alignment, and continuous quality inspection. Suzhou Hanora Medical Supplies Co., Ltd. resolves these issues by acting as your dedicated local sourcing office.
Eliminating supply chain uncertainties with robust vetting, transparent transactions, and end-to-end quality assurance.
 Free Sourcing Service
Free Sourcing Service
We provide new clients with comprehensive product sourcing for three distinct product profiles, delivering detailed, optimized price quotes within 1 to 2 working days after identifying your requirements.
 Pay Directly to Factory
Pay Directly to Factory
Avoid opaque agent margins and markups. We support direct payments to the factories, providing safe transactions, transparent accounting, and absolute financial peace of mind.
 Professional Vetting & Auditing
Professional Vetting & Auditing
Our expert technical engineers investigate Chinese factories from every angle: verifying manufacturing licenses, validating customs export records, conducting on-site visits, and performing rigorous pre-shipment inspections.
 Business & Contract Negotiation
Business & Contract Negotiation
If you require custom engineering configurations (OEM/ODM), long-term supply agreements, or unique payment terms, we send local representatives to negotiate face-to-face to protect your interests.
 Handling Complex Orders
Handling Complex Orders
Leveraging our extensive network of verified suppliers, we handle complex product integrations, custom branding designs, prototype sampling, mixed-model container loads, and continuous order updates.
 Reliable Freight & Logistics
Reliable Freight & Logistics
Having shipped medical machinery to more than 30 countries and maintaining partnerships with dozens of leading freight forwarders, we secure optimal shipping rates and steady transit schedules for sea, air, and rail.

How modern production machinery resolves critical supply issues across distinct geographical and medical contexts.
For emerging healthcare markets in Southeast Asia and Latin America, relying entirely on imported ready-to-use IV fluids leads to high costs and supply vulnerabilities. Deploying an Automatic Sterile IV Pouch Production Line locally changes the game. Our factories manufacture systems that formulate, blow-fill-seal (BFS) or form-fill-seal (FFS) sterile IV solution bags in Class 100 environments. By manufacturing locally, medical distributors reduce transport weight, avoid supply bottlenecks, and cut regional procurement costs by up to 45%.
Wound management is one of the fastest-growing sectors globally. Hospital-acquired infections require advanced wound dressings and specialized tape systems. Utilizing a Surgical Plaster Tape Making Machine and a Specialized Medical Catheter Fixing Machine, companies can manufacture custom, hypoallergenic medical tapes on-demand. These production setups allow factories to coat, slit, and package delicate non-woven fabrics and medical-grade adhesives under cleanroom conditions, complying with ISO 13485 standards.
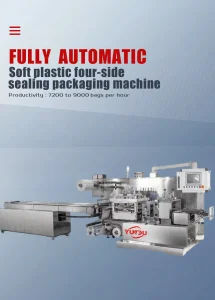
Whether it is single-use medical test strips, sterile non-woven dressings, surgical sutures, or diagnostic slides, maintaining barrier integrity is crucial. An Automated Four-Side Sealing Packaging Machine is designed to run dynamic packaging films (paper/plastic, paper/paper, or alu/alu matrices) with high heat-seal reliability. This prevents sterile breach during transport, extending the shelf-life of surgical inputs and ensuring clinical readiness at the point of care.
Modern surgical environments cannot function without high-quality barrier protection. The demand for medical-grade disposable gloves remains steady. By deploying a High Quality Medical Latex Glove Making Machine or a dedicated Latex Surgical Glove Machine, production hubs can implement automated continuous dipping, vulcanization, online stripping, and packaging. These machines ensure uniform thickness and eliminate pinholes, keeping failure rates far below international Acceptable Quality Limit (AQL) standards.
Critical answers regarding compliance, quality management, transaction security, and direct factory communications.
Discover high-performance medical packaging, cartoning, glove processing, and precise bulk filling machinery.