 Global Status of Blood Collection Tube Production
Global Status of Blood Collection Tube ProductionThe global medical landscape is currently witnessing an unprecedented surge in demand for diagnostic testing. At the heart of this diagnostic revolution lies the vacuum blood collection tube (VBCT). As healthcare systems worldwide transition towards more accurate, rapid, and high-volume testing, the "Top 10 Blood Collection Tube Machine Suppliers & Exporter" have become critical partners in building modern medical infrastructures. Currently, the global market is valued at billions of dollars, driven by an aging population, the rising prevalence of chronic diseases, and the necessity for routine blood screenings.
Industrialization of blood tube production has evolved from manual labor to high-speed, fully automated assembly lines. These machines are not just mechanical tools; they are sophisticated AI-driven systems capable of chemical dosing, vacuuming, and precision labeling. In regions like North America and Europe, the focus is on high-speed efficiency, while in emerging markets across Asia and Africa, there is a massive drive for localized manufacturing to reduce dependency on expensive imports.
Annual global demand for vacuum blood collection tubes continues to rise annually by 6.5%.
Modern machines utilize vision inspection systems to ensure 100% quality control on the assembly line.
New manufacturing trends focus on eco-friendly plastics and energy-efficient vacuum processes.
 Key Trends in the Industry
Key Trends in the IndustryThe "Top 10 Blood Collection Tube Machine Suppliers & Exporter" are currently navigating several transformative trends:
Our flagship assembly lines integrate the latest in vacuum technology and precision chemical dosing. By choosing our high-speed systems, manufacturers can achieve a production rate of up to 12,000 tubes per hour with minimal waste.
This technology is essential for meeting the stringent requirements of international ISO standards and ensuring the safety of healthcare professionals and patients alike.
 Global Procurement Demands & Localized Scenarios
Global Procurement Demands & Localized ScenariosWhen global enterprises search for the "Top 10 Blood Collection Tube Machine Suppliers & Exporter," they are looking for more than just a machine. They are looking for a comprehensive manufacturing solution that adapts to local needs. In the Middle East, for instance, procurement focus is on high-temperature durability and sterile environments. In Southeast Asia, the priority is often space-saving designs and ease of maintenance.
Procurement teams today prioritize suppliers who offer robust after-sales support, remote diagnostic capabilities, and the ability to source medical-grade raw materials. This is where a centralized sourcing partner becomes invaluable, bridging the gap between high-tech Chinese factories and global clinical laboratories.
Suzhou Hanora Medical Supplies Co., Ltd. is founded in 2013. We are a sourcing company focusing on medical devices and lab equipment. We are committed to provide our clients with one-stop sourcing services, serving as their virtual office in China. Our sourcing services include: product sourcing, price negotiation, supplier verification, factory auditing, production monitoring, lab testing, order follow-up, quality control, pre-shipment inspection, logistics support, etc. We have exported our products to more than 30 countries with a lot experience on sourcing and exporting.

Product sourcing for 3 different products, quotes within 1-2 working days.

Safe and convenient direct payment options to manufacturers.
Qualifications verification, on-site visits, and pre-shipment inspections.
Dispatching representatives for long-term contract negotiations.
OEM, ODM, sampling, and shipments of mixed models.

Exporting to 30+ countries with stable freight forwarding partnerships.
 Why Source from Chinese Factories?
Why Source from Chinese Factories?China has established itself as the global hub for medical device manufacturing. When looking for the "Top 10 Blood Collection Tube Machine Suppliers & Exporter," Chinese manufacturers offer a unique blend of high-tech innovation and cost-efficiency. The supply chain in China is highly integrated, meaning that raw materials, electronic components, and precision engineering are all available within a small geographic radius, significantly reducing lead times.
Furthermore, Chinese engineers are pioneers in adopting AI for medical machinery. By integrating machine learning for error detection and predictive maintenance, Chinese blood collection tube machines rival or exceed the performance of traditional European brands at a fraction of the cost.
Beyond assembly, the foundation of a great blood collection tube is the quality of the tube itself. Our extrusion lines ensure uniform wall thickness and perfect transparency, critical for accurate blood volume measurement and visual inspection in the lab.
Equipped with high-precision sensors, this machine guarantees consistency across millions of units, making it a favorite among global diagnostic giants.
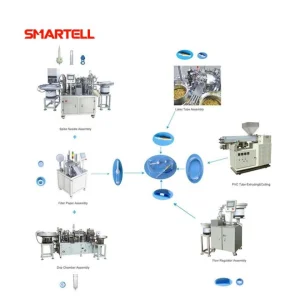
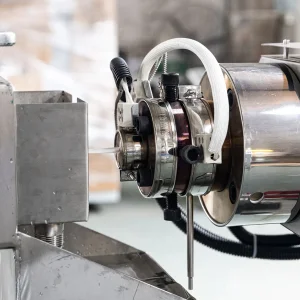
To understand why a company ranks among the "Top 10 Blood Collection Tube Machine Suppliers & Exporter," one must look at the technical sophistication of their hardware. A typical high-end production line consists of several synchronized stations. First, the Tube Loading Station uses centrifugal feeders or robotic arms to orient tubes correctly. Next, the Dosing Station applies precise amounts of EDTA, Heparin, or Clot Activator. The accuracy here must be within +/- 1%, as even a micro-drop variance can alter clinical test results.
The Drying Station uses controlled heat or infrared light to ensure chemicals adhere to the tube walls without degrading. This is followed by the Capping and Vacuuming Station, perhaps the most critical phase. Here, the machine creates a specific negative pressure environment before sealing the tube with a rubber stopper and plastic cap. This vacuum is what determines the exact volume of blood drawn from a patient, a fundamental requirement for diagnostic accuracy.
In developed urban centers, blood collection tube machines are integrated into vast Laboratory Information Systems (LIS). The machines must produce tubes with pre-applied barcodes that can be tracked through every stage of the diagnostic process. In contrast, for rural or disaster-relief scenarios, suppliers are developing "compact" or "mobile" production units that can be transported in containers to produce essential medical supplies on-site, reducing the logistical nightmare of transporting fragile, pre-vacuumed tubes over long distances.
Our role at Hanora Medical is to identify which of these technical configurations fits your specific market need. Whether you are a distributor looking for mass-produced tubes or a facility manager aiming to set up your own production plant, we provide the localized expertise to ensure your success.










